Особенности работы сварочным аппаратом | Мои инструменты
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
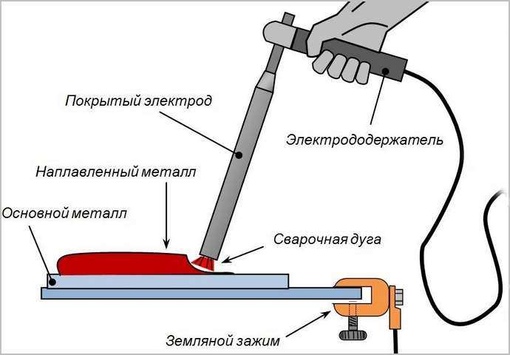
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения.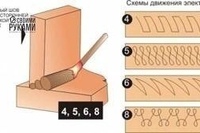 Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.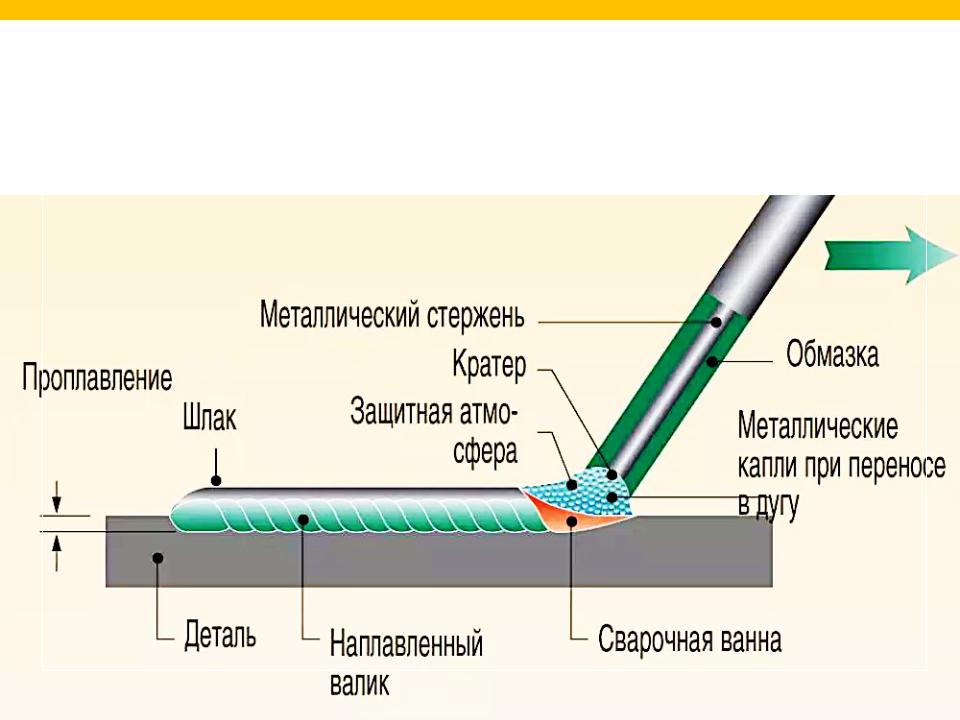
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Как правильно варить металл сваркой
Как правильно варить металл (от себя или на себя) + полезное видео
В каждом домашнем хозяйстве постоянно нужно строить или даже чинить разные металлические конструкции.
Самым прочным типом соединения двух деталей из металла является сварка. Уже несколько тысяч лет сварка кузнечного типа известна миру, а сварке газовой горелкой или электрической дугой чуть больше 100 лет.
И если работы кузнеца требовала многолетнего обучения, получения опыта, то на начальном уровне электродуговую сварку при желании и наличии хорошего оборудования можно освоить за пару-тройку дней.
Общие сведения
Основы сварочного дела
Чтобы правильно варить металл электродом, потребуется для начала ориентироваться в физических основах сварочного процесса. Каждый сварочный аппарат будет создавать в малой рабочей зоне на стыковании двух деталей, которые варят, большую температуру (она будет выше температуры плавления свариваемого металла), своеобразную сварочную ванну. В ней часть металла двух деталей, превратившаяся в жидкость, будет смешиваться друг с другом, а также с металлом расправившегося электрода.
После снижения уровня температуры металл из «ванны» начинает кристаллизоваться, и соединять свариваемые элементы в одно целое. Медленно сдвигая сварочную ванну сразу же за дугой вдоль места для стыка, сварщик создает шов. При использовании любительских сварочных аппаратов можно двумя способами добиться высокой температуры. Электрическая сварка куда безопаснее, потому что нет вероятности взрыва газа, а также проще осваивать тем, кто лишь учится хорошо варить.
А вот дугу электрического типа делают посредством большой силы тока через зазор воздуха между деталями, которые варят и электродом.

Как нужно варить металл?
Чтобы разобраться с тем, как правильно варить, к небольшой теории требуется добавить куда больше практики. Начинать учиться следует со сваривания обрезков уголков, металлических пластин и арматуры. Лишь после того, как вы начнете «чувствовать» шов собственноручно, можно будет переходить к соединению других, более ответственных конструкций. Есть несколько разновидностей аппаратов, и чтобы научиться варить, начать стоит с инверторного. Это даст возможность плавно регулировать и поддерживать рабочий стабильный ток, причем сильно зависит от стабильности напряжения и в сети питания, и не создает бросков напряжения.
Технология работ по сварке
Работы по сварке выполняются при высоких температурах. Электрическая дуга представляет собой источник тепла для прогревания и частичного плавления рабочей зоны. Она появляется в зазоре воздуха между электродом и деталью, и поддерживается на протяжении всего времени операции, а еще плавно передвигается вдоль шовной линии.
Она появляется в зазоре воздуха между электродом и деталью, и поддерживается на протяжении всего времени операции, а еще плавно передвигается вдоль шовной линии.
Размеры появившейся рабочей зоны расправленного металла или «ванны» сварки будут определяться:
- Скоростью передвижения электрода.
- Выбранным рабочим режимом.
- Материалами, которые вы варите.
- Толщиной деталей и кромочной конфигурацией.
Усредненные габариты «ванны» сварки:
- Ширина от 0.8 до 1.5 см.
- Длина от 1 до 3 см.
- Глубина примерно 0.5-0.8 см.
Чтобы получалось правильно варить металл, следует выбрать материалы и толщину электрода по толщине свариваемых деталей. Электрод имеет тонким слой флюса/обмазки. При нагревании он начинает плавиться и создает защитную область газового типа над поверхностью рабочей зоны, и это противодействует попадания к рабочую часть кислорода. По мере удаленности электрической дуги зоны сварочной ванны плавленый металл начинается кристаллизоваться, создавая шов, который будет соединять элементы в одно целое.
Подробности
Типы аппаратов для сварки
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.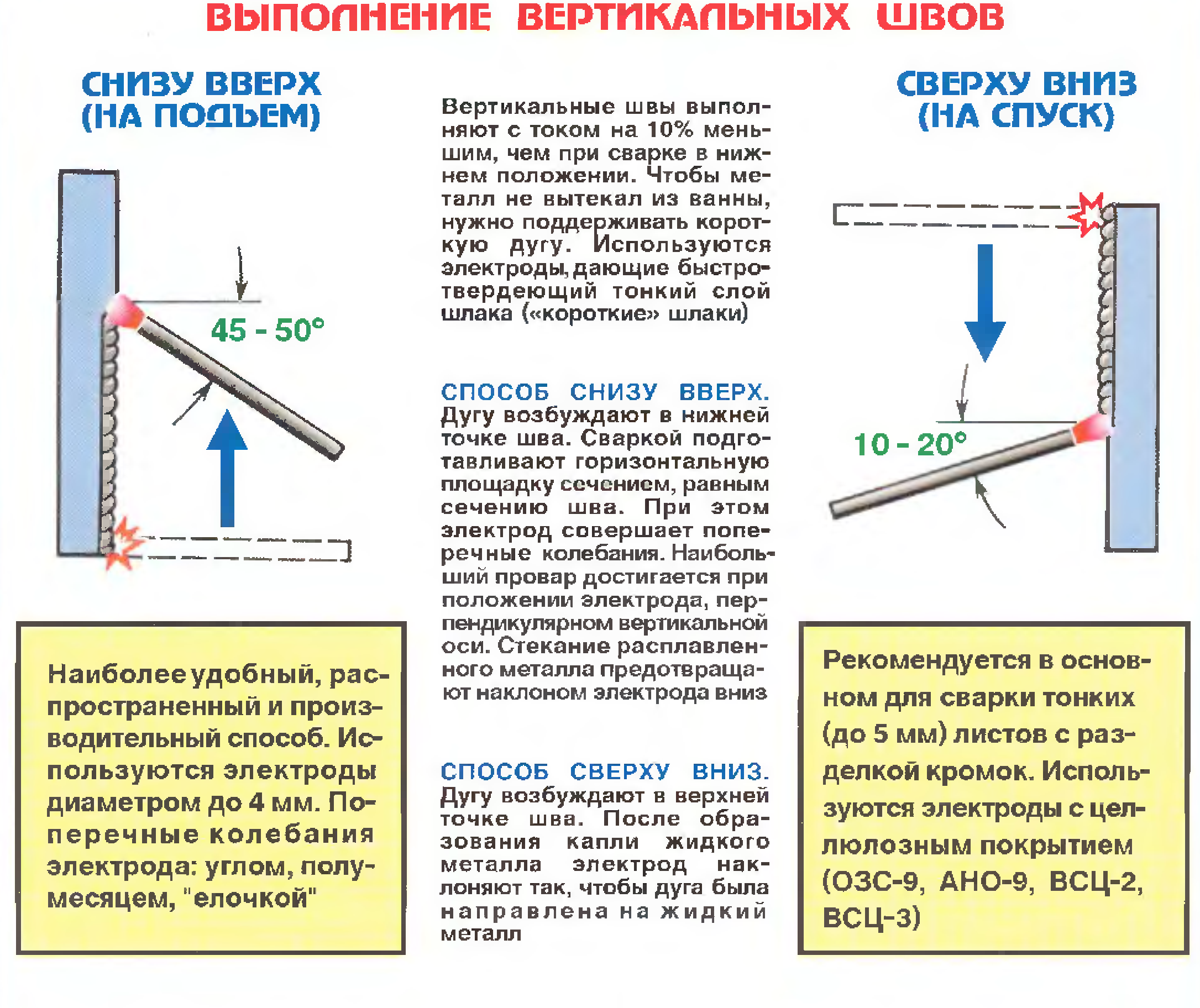
Трансформаторные
Инверторы
Подобные аппараты имеют более сложные конструкции, причем сам блок способен многократно преобразовывать входное сетевое напряжение, и доводит его параметры до нужных. Благодаря трансформации тока с высокой частотой размеры и вес трансформатора будут куда меньше. Достоинства инвертора заключаются в малом весе и размерах, стабилизированном напряжении и токе в цепи, наличие дополнительных функций антиприлипания и горячего старта, а еще возможность регулирования параметров дуги и тока.
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование. Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением.
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место.
Средства защиты и инструменты
К средствам защиты и обмундированию можно отнести следующее:
- Маска сварщика, оснащенная встроенным светофильтром для того, чтобы защищать глаза от яркого света и УФ излучения дуги.
- Спилковые перчатки нужны для защиты рук от брызг раскаленного металла.
- Шапка под маска.
- Плотная одежда, выполненная из негорючей ткани.
- Прочная обувь.
- Респиратор для защиты дыхательных органов от появляющихся газов и пыли, а особенно при работе с цветными металлами.

Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Рекомендации по правильной сварке
Чтобы все сделать правильно, не будет достаточно лишь научиться делать швы. Сварщик должен быть еще и материаловедом – знать как можно больше о свойствах свариваемых материалов, а также об их взаимодействии друг с другом и высокой температурой. Технология будет включать в себя много операций от самого начала и до конца выполнения шва. До начала основной операции свариваемые детали следует тщательно очищать от механического типа загрязнений, старого красочного покрытия, ржавчины, а также все обезжирить. Потребуется еще правильно разместить их друг относительно друга и зафиксировать в нужном положении.
Потребуется еще правильно разместить их друг относительно друга и зафиксировать в нужном положении.
Обратите внимание, при соединении конструкций с тонкими стенками или обычных протяженных швов детали следует прихватить друг к другу в нескольких равностоящих точках друг от друга, чтобы не было термической деформации.
Чтобы правильно варить металл, будущий мастер должен знать и предвидеть следующее:
- Потенциальные проблемы.
- Типы дефектов.
Также мастер должен продумать, как всего этого избежать. Начать следует с самых простых соединений:
- Встык – в этом случае комки соединяемых деталей будут находиться в одной плоскости с малым зазором между ними, и такой зазор будет заполнен шовным материалом.
- Внахлест – детали будут расположены с определенным перекрытием кромок.
- Тавровый – в этом случае одна пластина будет торцом приварена к серединке другой, как правило, под прямым углом.

В целом отметим, что работа сварщика наполовину состоит из хорошего планирования и подготовки, а наполовину из сварки. Научиться правильно варить означает научиться грамотно планировать работу.
Советы для тех, кто учится варить самостоятельно
Варить несложные конструкции из металла можно даже за несколько часов, но лишь при условии, что вы уже успели освоить технологию, спланировали все операции процесса и подготовили все самое нужное.
Чтобы научиться все делать правильно, имейте в виду следующее:
- Нужно подготовиться и узнать все о материалах, которые вы планируете варить.
- Подберите соответствующий рабочий режим и сварочные материалы.
- Изучите технику исполнения конкретного шва, который вы планируете использовать.
Ничто не может заменить обучение в профессиональной школе для сварщиков и практику под руководством опытных наставников. Но если такой возможности нет, то правильные движения, положение тела и рук при работе можно изучить даже по видео от настоящих мастеров сварочного дела. Корпус реактора атомного типа вам точно не доверят варить, а вот раму для ворот или лестницу вы осилите. Начав с простейшего и научившись варить правильно, вы сможете перейти к более сложным конструкциям, постепенно набираясь опыта и оттачивая мастерство.
Корпус реактора атомного типа вам точно не доверят варить, а вот раму для ворот или лестницу вы осилите. Начав с простейшего и научившись варить правильно, вы сможете перейти к более сложным конструкциям, постепенно набираясь опыта и оттачивая мастерство.
О каких дефектах стоит знать, чтобы сделать хороший сварочный шов
Можно разделить дефекты на несколько основных видов:
- Непровар – речь идет о недостаточном заполнении шовным материалом, прочность которого уменьшена. Причиной тому может стать недостаточное напряжение в цепи или сильно большая скорость ведения электрода.
- Подрез – продольная канавка, и она появляется из-за избыточной длины дуги. Для устранения дефекта нужно правильно выбирать силу тока – просто немного увеличьте ее.
- Прожоги – появление в материале отверстий сквозного типа. Это может быть вызвано превышением нужного для такой толщины материала тока, а еще очень медленное ведение электрода. Такое следует проверить, не превышен ли зазор между заготовочными кромками.

- Пористость – появляется из-за сквозняка в рабочем месте, которое сдувает облачко защитных газов.

Есть и другие сварные дефекты, к примеру, трещины продольного и поперечного типа.
На заметку начинающему мастеру: сварка электродом
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.

Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.

При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
[Всего: 2 Средний: 5/5]Как правильно варить сваркой электродами: виды и технологии
Для образования электрической дуги для сварочного процесса необходимы токопроводящие элементы — две детали, подлежащие сварке, и электрод. Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Умение, как правильно варить сваркой электродами, приходит с опытом. Промышленность выпускает большое разнообразие этого инструмента в зависимости от диаметра, технологии процесса, наличия покрытия. Существенным является и ценовое различие. Для ответственных конструкций выбор более дорогого варианта окупит себя получением надежного соединения и сведением к минимуму возникновение дефектов.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.

Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами.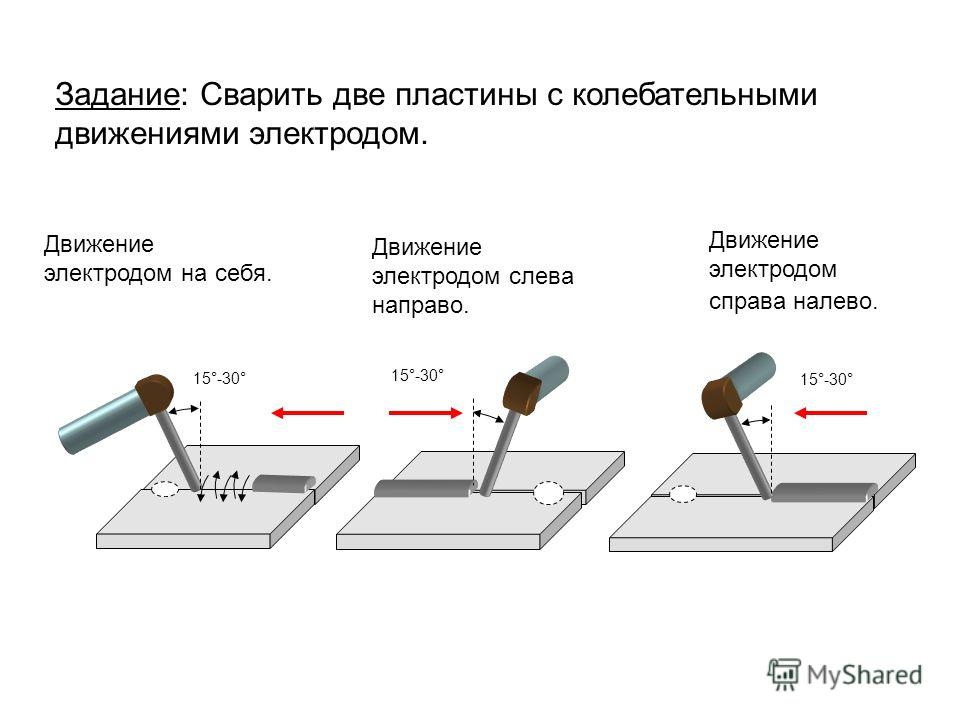 Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий.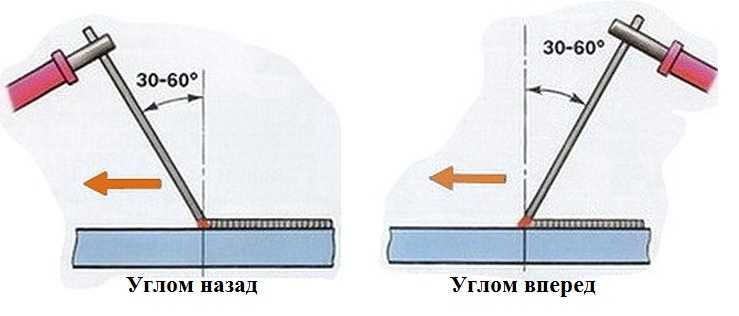 Существует три вида перемещения электрода:
Существует три вида перемещения электрода:
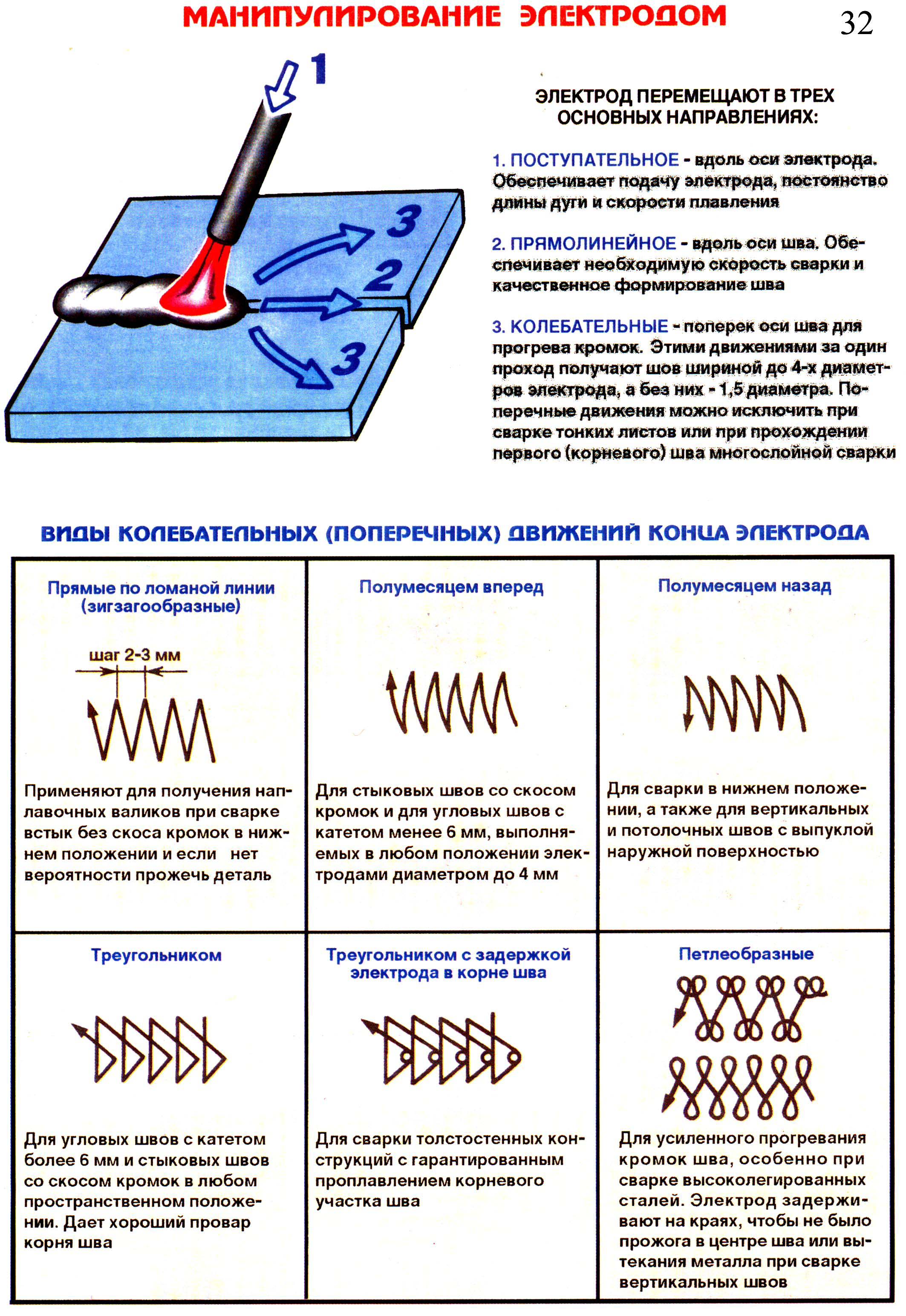
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Преимущества метода
К достоинствам сварки электродом относятся:
- возможность сваривания при всех положениях шва в пространстве;
- возможность соединения деталей, выполненных из разных материалов;
- формирование шва в труднодоступных местах;
- легкость обучения, как варить сваркой электродами;
- возможность сваривания деталей различной толщины;
- простота технологии;
- невысокая стоимость.

Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать.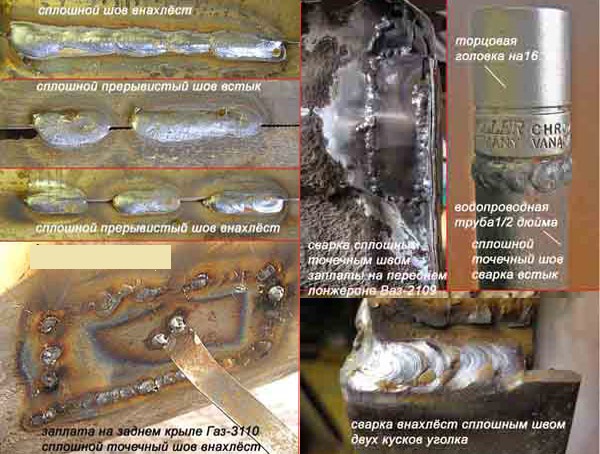 Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
Электросварка электродами для начинающих: как правильно варить
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Сваривание нержавейки электросваркой требует специальных электродовДуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Лист нержавеющей стали толщиной до 3 ммДля работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтоматПри наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Как выбрать правильный процесс сварки металла, MIG или TIG?
МЕНЮ
Домашняя страница Компания Насчет нас Минифабер, семейный глобальный игрок Видение Команда, преданная делу материализации вашего дизайна Быстрое реагирование на производственные потребности заказчика Числа Машины и технологии Сертификаты Бережливого производства Предварительная серия Малая и большая серия Minifaber Восточная Европа Свяжитесь с нами Место расположения Корпоративная политика Minifaber Работать с нами Металлообработка Дизайн пресс-форм Проектирование и изготовление обрабатывающего инструмента Изготовление листового металла Вырубка металла Глубокая вытяжка листового металла Гибка листового металла Гибка алюминия Гибка меди Вырубка листового металла Штамповка алюминия Лазерная резка листового металла Лазерная резка на заказ Лазерная резка алюминия Сварка листового металла Сварка сопротивлением Сварка алюминия Сварка нержавеющей стали Роботизированная сварка Лазерная сварка Обработка металлических поверхностей Металлические сборки Холодная штамповка металла Штамповка листового металла Товары Профессиональный световой проектор Кухонная чаша-робот Кофеварка Пластина диффузора пламени котла Вал шестерни электрической кабины Аккумулятор уточной нити ткацкого станка Стерилизатор Отрасли ЭлектромеханикаВлияние сварки на упрочненную сталь
Как я упоминал в выпуске за сентябрь / октябрь, сварка может сильно повлиять на упрочненные или закаленные металлы, в зависимости от используемой техники закалки.
Методы упрочнения и сварочные эффекты
Металлы с деформационной или деформационной закалкой, подвергнутые интенсивной локальной сварке, имеют тенденцию к рекристаллизации и размягчению в зоне термического влияния (HAZ). Предполагая, что используется правильный присадочный металл, единственная затронутая область — это ЗТВ. Добавка и присадочный металл не подвергаются рекристаллизации и остаются такими же прочными, как и основной металл. Это объясняет, почему, когда вы имеете дело со сталью с деформационным упрочнением или деформационным упрочнением, отказы обычно происходят в зоне термического влияния непосредственно рядом со сварным швом, а не непосредственно в нем.
Это особенно верно для холоднокатаной стали, кованого железа и тянутого или прокатанного алюминия. При работе с этими материалами решающее значение имеет конструкция стыков, и вы должны принимать во внимание степень нагрузки, которую готовая деталь будет испытывать при эксплуатации.
Металлы, упрочненные осаждением, претерпевают более сложные изменения, чем упрочненные металлы, но конечный результат аналогичен: ЗТВ проходит цикл отжига и становится мягче. Это потому, что осадок, придающий металлу прочность, растет и сгущается под действием тепла — он стареет.Это снижает эффекты дисперсионного твердения. Чем выше температура, тем быстрее металл достигает перезаряженного или ослабленного состояния. Термическая обработка после сварки может исправить это, если вы тщательно выбираете присадочный металл в соответствии с характеристиками старения основного металла.
Металлы, закаленные твердым раствором , имеют наименьшее количество изменений при сварке. На линии плавления наблюдается небольшой рост зерна, но обычно его недостаточно, чтобы повлиять на свойства металла.
Закаленные трансформацией металлы реагируют во многом так же, как закаленные в твердом растворе металлы, при условии, что они обладают достаточной способностью к закаливанию для образования мартенсита во время термообработки или при предыдущих термообработках. Температурный профиль упрочненного трансформационно-упрочненного металла идентифицирует четыре основных области в ЗТВ, причем подвод тепла определяет как ширину ЗТВ, так и ширину каждой области.
Чем выше погонная энергия, тем шире зона термического влияния и тем ниже скорость охлаждения.Более медленные скорости охлаждения менее склонны к образованию мартенситных областей. Следовательно, вы можете уменьшить хрупкость шва после сварки путем предварительного нагрева, чтобы замедлить скорость охлаждения, хотя вам также может потребоваться дополнительный нагрев сварного шва для дальнейшего замедления охлаждения. Это также означает, что чем тверже ЗТВ, чем больше мартенсита и чем больше мартенсита, тем больше вероятность растрескивания.
Преимущества термической обработки
Из-за всего этого термическая обработка после сварки часто очень полезна для поддержания прочности сварного соединения, поскольку она смягчает или закаливает любой мартенсит или бейнит, образовавшийся в ЗТВ.Он также снимает напряжения, которые могут привести к растрескиванию.
Фактически, правильная термообработка может изменить размер зерна; изменить пластичность, твердость, ударную вязкость или предел прочности на разрыв; улучшить магнитные или электрические свойства и обрабатываемость; снимать напряжение; перекристаллизовать холоднодеформированные металлы; и даже изменять химический состав и свойства поверхности металла (цементирование).
Главное — правильно выполнить термообработку: это нечто большее, чем просто поднести к стали горелку и дать ей немного остыть.Критические факторы термообработки — это то, что вы могли ожидать: температура, время и скорость охлаждения. Конечно, химический состав окружающих материалов также влияет на эффективность.
Методы и советы по термообработке
Когда дело доходит до контролируемого нагрева металла, есть несколько способов сделать это, в том числе кислородные или топливно-воздушные горелки и цветные карандаши для индикации температуры, нагрев в печи, индукционный нагрев, нагрев электрическим сопротивлением, природный газ или соль с электрическим нагревом. или ванна с расплавленным металлом.Существует также ряд методов контролируемого охлаждения, включая постепенное охлаждение печи, охлаждение на неподвижном воздухе, охлаждение в перемешиваемом воздухе, охлаждение с помощью вентилятора, водяное охлаждение и охлаждение металла, погруженного в песок.
Но с точки зрения нагрева и охлаждения контроль имеет решающее значение. То есть возможность контролировать, насколько медленно (или быстро) деталь нагревается, а также температуру, до которой она нагревается, как долго она выдерживается при этой температуре и сколько времени требуется, чтобы снова остыть до комнатной температуры.И спецификации для всех этих переменных зависят не только от металла, но и от того, что вы хотите получить при термообработке.
Например, вы можете захотеть смягчить металл, чтобы упростить механическую или холодную обработку или снять внутренние напряжения при сварке или формовке. Это осуществляется путем отжига, в основном четырехэтапного процесса, который включает:
- Нагрев металла до температуры на 50–100 градусов по Фаренгейту выше температуры A 3 этого металла.
- Выдержка металла при этой температуре в течение одного часа на дюйм толщины.
- Медленное охлаждение в печи с минимально возможной скоростью до температуры на 50 градусов ниже ее температуры A 1 .
- Охлаждение металла до комнатной температуры.
Тепловая пропитка выравнивает температуру по всему металлу и делает его полностью аустенитным. Поскольку он очень медленно охлаждается, аустенит превращается в феррит и перлит, и металл достигает самого мягкого состояния с малым размером зерна, хорошей пластичностью и отличной обрабатываемостью.
Нормализация — это еще один метод термической обработки, который часто используется для подготовки металла к будущей термообработке.Нормализация может повысить однородность внутренней структуры металла, улучшить пластичность и снизить внутренние напряжения. И хотя он действительно делает металл мягче, он не делает его таким мягким, как полный отжиг. Нормализация включает в себя нагрев металла до температуры, немного превышающей его температуру 3 , выдержку при такой температуре до образования аустенита, а затем медленное охлаждение на неподвижном воздухе.
Термическое снятие напряжения — это именно то, о чем говорится: термическая обработка для снятия внутреннего напряжения. Он включает нагрев металла до температуры ниже нижней температуры превращения (A 1 ), выдержку его там достаточно долго, чтобы снять заблокированные напряжения, а затем его медленное охлаждение.Иногда это называют технологическим отжигом.
Для стали, снимающей напряжение, наиболее распространенный диапазон температур составляет от 1100 до 1150 градусов по Фаренгейту. Этого достаточно, чтобы снизить остаточные напряжения текучести на 80 процентов, но достаточно мало, чтобы предотвратить любые металлургические изменения в большинстве сталей. Вы можете получить до 90 процентов снятия напряжения, нагревая металл до температуры чуть ниже критической, но некоторые стали могут стать хрупкими после снятия термического напряжения при этих температурах.
Это охватывает основы того, как сварка влияет на термообработанные металлы, и некоторые способы противодействия этим эффектам с помощью методов термообработки.В следующий раз мы вернемся к некоторой теории и начнем более внимательно рассматривать специфику металлургии.
MIG Сварка тонких металлов
Технология тонкого металла — это прерывистый процесс который используется для тонкого металла, такого как панели кузова автомобиля.
Цель этой техники — расплавить немного металла, а затем дать он немного остынет, прежде чем таять в следующий раз, и это удобный способ избежать продувание дыр.
Сварка тонкой стали
На странице стыковой сварки показано, как делать шов сваривайте, используя непрерывное движение горелки. Попробуйте применить эту технику к стали толщиной менее 1 мм, и вы, вероятно, проделаете дыру в металле.
На фото сталь толщиной 1 мм, сваренная при нормальной мощности для стали 2мм.
Продувка
По фотографии видно, что произошло.Лужа расплавленного металл стал таким большим и тяжелым, что упал со стали.
Часто этого можно избежать, уменьшив значение тока сварочного аппарата. и скорость проволоки. Использование более тонкой проволоки (0,6 мм вместо 0,8 мм) позволит также помогают снизить ток.
Техника для тонкого металла
Способ обойти это — сварка короткими импульсами, позволяя меньше между импульсами, чтобы сталь остыла.В видео я оставил около секунды между импульсами. В эти дни я обычно оставляю меньше, чем полсекунды. Чем дольше вы оставите, тем больше у вас шансов простудиться стыки и проколы между сварными швами.
Включите звук для получения наилучшего эффекта. Размер фильма составляет около 1,4 МБ, поэтому будет требуется немного времени для загрузки.
1,4 МБ Flash-видео предварительно загружается перед воспроизведением и включает звук
Сварной шов
Сталь 0.Толщиной 8 мм и минимальной мощностью сварочного аппарата.
Эффект неплохой, хотя это холодный метод сварки MIG. Опасность этой техники заключается в том, что отдельные валики сварного шва могут не растворяются друг в друге полностью, в результате чего соединение становится слабым.
Для тонкого металла это не проблема, а сплошной сварной шов. будет более подходящим для стали толщиной более 1 мм.
Обратная сторона
Провар выше, чем можно было ожидать, но сварной шов вполне достаточно силен.
Техника стыковой сварки может быть очень мощной. Вот выстрел из нержавеющей стали толщиной 0,3 мм из банки 5 л, сваренной в этом путь. Я тоже надеялся сделать стыковой шов, но металл был слишком тонкий для MIG и я просто проделал дыры.
Сварка TIG — это новый путь для металла толщиной менее 0,6 мм, а сварочный аппарат MIG с приличной мощностью и проводным управлением требуется для чего-то меньшего, чем 0.8мм.
Сварка автомобильных панелей
Если вы свариваете большую панель, то расширение металла при сварке может вызвать искажение панели. Проблема в том, что панель расширяется с нагревом, так что пока это правильная форма во время сварки (когда панель горячая) панель меняет форму при охлаждении.
Деформацию можно свести к минимуму, сначала склеивая металл с интервалами может быть 20 мм, и сваривать только очень короткие участки (длиной 20 мм) за раз, позволяя металлу остыть между каждым участком сварного шва.Если у вас долгая шва, тогда первая часть может быть на одном конце шва, а вторая на другом и т. д. Техника обсуждается немного подробнее в сварке напольные панели.
Другой сварщик предложил охладить панель (не сварной шов) влажной тканью. между секциями (что звучит неплохо, хотя я никогда не пробовал это техники), а латунный блок, расположенный за сварным швом, может быть эффективным для впитывая тепло.
Сокращенный рабочий цикл
Трансформатор должен сильно потрудиться, чтобы зажечь дугу. Этот метод полагается при регулярном зажигании и прекращении дуги, поэтому учитывайте рабочий цикл будет намного короче, чем при обычной непрерывной сварке при той же настройке, поэтому сварщику потребуются более длительные перерывы в сварке, чтобы дать сварке остыть.
Дуговая сварка порошковой проволокой (MCAW) | Linde Gas
Дуговая сварка с металлическим сердечником (MCAW) использует тепло, выделяемое электрической дугой постоянного тока, для плавления металла в области соединения.
Здесь возникает дуга между непрерывно подаваемой расходной присадочной проволокой и заготовкой, расплавляя как присадочную проволоку, так и заготовку в непосредственной близости.
Вся область дуги покрыта защитным газом, который защищает расплавленную сварочную ванну от атмосферы.
MCAW — это вариант процесса сварки MIG / MAG. Хотя у этих двух процессов есть много общих черт, есть также несколько фундаментальных различий, в первую очередь тот факт, что MCAW работает в более широком диапазоне защитных газов и предлагает большую гибкость в отношении составов сплавов, чем MIG со сплошной проволокой.
Существует два общих режима работы MCAW:
Режим Dip-перехода, при котором относительно низкие настройки тока и напряжения дуги вызывают периодическое короткое замыкание электрода со сварочной ванной с контролируемой частотой
Режим распыления, при котором металл выбрасывается электромагнитной силой из кончика проволоки в виде непрерывного потока дискретных капель примерно того же размера, что и диаметр проволоки.
MCAW применяется в основном для сварки углеродистых, углеродисто-марганцевых и легированных сталей, но также может использоваться для сварки некоторых марок нержавеющей стали.Как и в случае сварки MIG, успех зависит от правильного выбора расходных материалов, источника питания, полярности источника питания, защитного газа и техники нанесения.
Повышение производительности
Мы поставляем ряд проверенных сварочных газов MCAW в линейках CORGON ® , CRONIGON ® , VARIGON ® и FORMIER ® . Эти смеси были разработаны, чтобы предоставить вам все преимущества и дополнительную гибкость сварки MCAW.К ним относятся хороший профиль сварного шва, хорошее плавление, легирующие добавки из сердечника и хорошая стабильность дуги. Наши специалисты по применению также могут посоветовать вам смесь и режим работы, наиболее подходящие для ваших нужд, а также поддержат вас необходимым оборудованием и услугами по управлению газом.
Объяснение 10 типов неоднородностей при сварке
Не все дефекты сварного шва являются дефектами сварного шва, но все дефекты сварного шва являются несплошностями. Понимание разницы позволит вам узнать, нужно ли выбросить деталь, отремонтировать ее или просто добавить сварной шов.Есть много кодов в зависимости от того, на каком типе продукта вы свариваете. Коды используются производителями в качестве руководства для написания собственных спецификаций. Только потому, что определенный Кодекс допускает определенную степень пористости, производитель может не допускать ее наличия у своих поставщиков.
Рентгеновский снимок испытания алюминиевого шва с разделкой кромок. Поверхность не показала пористости. Темные пятна представляют собой пустоты (пористость) и кажутся темными из-за областей с меньшей плотностью. Пористость не всегда присутствует на поверхности сварного шва.Чтобы избежать образования пористости, необходимы соответствующая газовая защита, чистый основной металл и надлежащая процедура сварки.
Большинство дефектов в списке ниже можно обнаружить визуально. Визуальный осмотр — самый простой и наименее затратный из всех методов неразрушающего контроля. Инструменты, необходимые для визуального осмотра, немногочисленны и недороги. Такие инструменты, как линейки, сварочные щупы и увеличительное стекло — это почти все, что вам нужно. Очень важно, чтобы контроль сварных швов проводился до, во время и после сварки.
Несплошность сварного шва — это дефект сварного шва. Как указано выше, несплошности не обязательно являются дефектами сварного шва. Они становятся дефектами сварного шва, когда превышают указанные максимальные значения кодекса или требований заказчика. Это означает, что у вас могут быть несплошности сварного шва, но при этом он останется приемлемым. Однако мы всегда хотим, чтобы сварные швы были без разрывов, когда это возможно.
Ниже приведены 10 наиболее распространенных типов несплошностей сварных швов. Это не полный список всех возможных неисправностей.
1. Пористость — Полости в сварном шве, вызванные захваченным газом во время затвердевания металла шва. Распространенными причинами являются отсутствие защитного газа, чрезмерная длина дуги или грязный основной материал. Другой не столь распространенной причиной может быть дуга, когда магнитные поля вызывают неустойчивую дугу. По нормам или спецификациям производителя может присутствовать пористость, но каждое отдельное отверстие не должно превышать определенной длины, а общая длина всех отверстий не может превышать определенного значения на дюйм сварного шва.
Пористость может быть вызвана многими причинами, от недостатка защитного газа до примесей из неблагородных металлов.
2. Отсутствие Fusion — Также называется отсутствием проплавления или холодным нахлестом. Отсутствие сплавления относится к основному материалу, который не сплавлен должным образом с другой деталью или самим металлом сварного шва. Это вызвано слишком низкими параметрами сварки. Хотя это не может быть обнаружено после сварки, по крайней мере, непросто, сварщик сам может увидеть это во время сварки. Обученный сварщик сможет определить, правильно ли дуга проникает в основной материал.
Отсутствие плавления визуально невозможно определить.На изображении выше показан макротекст углового сварного шва, демонстрирующий отсутствие проплавления корня.
3. Поднутрение — Это бороздка, которая появляется на одном из обоих пальцев сварного шва. Это вызвано отсутствием заполнения. Отсутствие наполнения может быть связано с чрезмерным напряжением или слишком низкой скоростью подачи проволоки. Также может быть вызвано неправильной техникой сварки. Как и в случае с пористостью, может быть приемлемо некоторое поднутрение.
Выточка создает механическую выемку, которая действует как концентратор напряжения. Это также уменьшает полезную площадь основного металла.На изображении выше также показано перекрытие (нижняя кромка сварного шва).
4. Неправильное размещение валика — Как следует из названия, эта неоднородность возникает, когда сварной шов находится в неправильном месте. Это может означать полное отсутствие стыка или отсутствие равных участков углового шва. Неправильное размещение валика может быть дефектом сварного шва, если корень отсутствует или если наименьший размер ножки не соответствует минимуму спецификации.
5. Брызги — Это маленькие капли сварочного металла, которые покидают дугу и падают на прилегающий основной материал, сплавляясь с ним.Брызги не являются дефектом сварного шва, но, опять же, максимально допустимые значения указаны в спецификации заказчика. Брызги возникают из-за неправильных процедур сварки, включая силу тока, вольт, скорость сварки, ход и рабочие углы и даже использование защитного газа.
Подробнее о брызгах читайте: 7 причин появления брызг при сварке и способы их устранения
Брызги не влияют на структурную целостность сварного шва в большинстве случаев, но почти всегда их необходимо удалять, увеличивая общую стоимость.
6.Неверный размер сварного шва — Это может быть слишком большой или слишком маленький сварной шов. Хотя большие сварные швы предпочтительнее небольших сварных швов, иногда все же иметь большой сварной шов вредно из-за чрезмерного тепловложения, сварочных напряжений и деформации. На размер сварного шва влияют скорость перемещения и процедуры сварки, особенно скорость подачи проволоки. Его легко измерить с помощью сварочных манометров.
7. Включения шлака — Это шлак, застрявший между проходами. Это невозможно обнаружить с помощью проверки сварного шва после завершения сварки и очень трудно обнаружить во время сварки.Причины — недостаточная очистка поверхности шва между проходами. Это также может происходить в однопроходных сварных швах, когда шлак попадает в корень и концы сварного шва.
Сварочные процессы, такие как SMAW и FCAW, подвержены образованию шлаковых включений. Включения шлака препятствуют правильному плавлению и могут иметь острые концы, что создает трещиноподобное поведение.
8. Чрезмерное усиление — Это сварной шов, который слишком большой или имеет слишком большую выпуклость (слишком много наростов). Обычно вызвано низкой скоростью движения или неправильными процедурами.
Чрезмерное армирование создает высокие уровни концентрации напряжений на носках сварного шва.
9. Насквозь — Это происходит, когда сварочные процедуры и / или техника обеспечивают слишком большое проплавление и металл выходит из задней части соединения.
Сквозной проплавленный прихваточный шов на тонком материале. Это не просто тепловая отметка, это металл, выступающий из поверхности основного металла.
10.Трещины — Трещины являются наиболее нарушением целостности сварного соединения. Любое количество трещин будет считаться дефектом, за очень немногими исключениями. Одно из этих исключений — трещины, возникающие в результате снятия напряжений при наплавке сварных швов. Трещины имеют острые концы, что позволяет им разрастаться, в некоторых случаях очень быстро. Для дальнейшего объяснения вы можете прочитать «Понимание причин появления трещин при сварке швов».
Трещины могут привести к катастрофическому отказу за относительно короткий промежуток времени.
Нормы, стандарты и спецификации сварки будут определять допустимое количество, если таковое имеется, из описанных выше дефектов.Нормы относятся к структурной целостности сварных швов, а не столько к эстетике. Таким образом, некоторые производители будут иметь внутренние стандарты качества, которые не допускают разбрызгивания или уменьшают допустимое количество других дефектов. Критерии приемки сварочных норм должны использоваться как минимум.
Артикул:
Справочник производителей и монтажников стальных сварных конструкций
Сварка, металлургия и свариваемость, Джон К. Липпольд
Сваркаи неразрушающий контроль
Ниже приведены обычно используемые термины и определения, относящиеся к клапанам;Фактическое падение давления: Разница между давлением на входе и давлением на выходе клапана.
Привод: Устройство, используемое для открытия / закрытия или управления клапаном. Основные типы включают электрические, гидравлические и пневматические. Движение может быть четвертьоборотным или многооборотным.
Шток привода: Шток, используемый в линейных клапанах, соединяющий привод со штоком клапана.
Заднее седло: В линейных клапанах область штока, которая входит в крышку клапана, герметизирована, чтобы предотвратить попадание технологической жидкости в сальниковую коробку и предотвратить повреждение уплотнительных материалов.
Шаровой кран: Четвертьоборотный клапан со сферическим запорным элементом, удерживаемым между двумя седлами. Характеристики включают быстрое открытие и хорошее перекрытие.
Чтобы узнать о дисковых затворах, , пожалуйста, нажмите здесь
Чтобы узнать о шаровом клапане, , нажмите здесь
Чтобы узнать о пробковых клапанах, , нажмите здесь
Чтобы узнать о запорных клапанах, , пожалуйста, нажмите здесь
Чтобы узнать о шаровых клапанах, , пожалуйста, нажмите здесь
Чтобы узнать о предохранительных клапанах, Нажмите здесь
Чтобы прочитать об основных принципах работы клапана, , нажмите здесь
Сильфон: Уплотнительное устройство, предотвращающее протекание линейной среды между штоком и корпусом.
Продувка: Выпуск технологической жидкости для снижения давления в системе трубопроводов. Обычно это делается с помощью устройства сброса давления.
Момент отрыва: Момент, необходимый для открытия или смещения поворотного клапана.
Пузырькоуплотнение: Когда в течение определенного периода времени в условиях испытаний не наблюдается поддающейся измерению утечки седла.
Масло мошка клапан: на четверть оборота клапан, который имеет круговой диск в качестве своего закрывающего элемента.В стандартной конструкции шток клапана проходит через центр диска, что придает ему симметричный вид. Позднее в более сложных конструкциях шток смещается так, что диск «вжимается» в седло клапана.
Перепускной клапан: Клапан меньшего диаметра, который устанавливается параллельно большему основному клапану. Байпасные клапаны используются для уменьшения перепада давления на главном клапане перед его открытием (в противном случае этот более крупный и более дорогой клапан может повредить внутренние компоненты).
Обратный клапан: Клапан, который предназначен для обеспечения потока жидкости в заданном направлении, но закрывается для предотвращения обратного потока. Типы включают проверку качания, проверку наклона диска и проверку пластины без захлопывания (поршневой тип).
Класс: Класс используется для описания номинального давления трубопроводной системы. Например, класс 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов или API 3000, API 5000. Это относится к максимально допустимому расчетному давлению, при котором фланец определенных размеров из определенного материала может использоваться в системе трубопроводов. .
Концентрический масляный клапан: Масляный клапан с диском, установленным в центре клапана.
Регулирующий клапан: Клапан, который регулирует поток или давление жидкости. Регулирующие клапаны обычно реагируют на сигналы, генерируемые независимыми устройствами, такими как расходомеры или датчики температуры. Регулирующие клапаны обычно оснащены приводами и позиционерами. Пневматические шаровые клапаны широко используются для целей управления во многих отраслях промышленности, хотя могут также использоваться четвертьоборотные клапаны, такие как (модифицированные) шаровые и масляные клапаны.
Криогенные клапаны: Клапаны, пригодные для использования при температурах ниже 45 градусов Цельсия. Криогенный клапан должен иметь холодную камеру как неотъемлемую часть корпуса, чтобы обеспечить образование пароизоляции между сальниковой камерой и сжиженным газом.
Cv: Cv клапана определяется как 1 галлон США воды при температуре 60 ° F в течение 1 минуты при перепаде давления 1 фунт / кв. Также известен как коэффициент клапана или коэффициент потока.
Мембранный клапан: Двунаправленный клапан, который приводится в действие посредством приложения внешней силы к гибкому элементу или диафрагме (обычно эластомеру).Мембранные клапаны могут использоваться для шламов (где другие конструкции клапана могут засоряться) или в гигиенических применениях.
Привод прямого действия: Мембранный привод, позволяющий выдвигать шток привода.
Позиционер двойного действия: Позиционер, который может одновременно подавать и выпускать воздух с обеих сторон поршня привода или диафрагмы.
Двойная блокировка и выпуск воздуха: Конфигурация клапана, в которой принудительное перекрытие достигается как на входе, так и на выходе.Небольшой порт приспособлен для выпуска жидкости в промежуточном пространстве. Установка газового детектора в порт гарантирует целостность входного уплотнения. Такая конфигурация часто требуется для изоляции секций системы высокого давления, чтобы облегчить безопасное обслуживание и т. Д.
Двухдисковый обратный клапан: Обратный клапан с двумя полукруглыми дисками, которые шарнирно соединены друг с другом и складываются вместе, когда поток движется в правильном направлении, и закрываются, когда поток меняется на противоположный. Также известен как обратный клапан с разделенным диском.
Водонепроницаемость: Испытание на непроницаемость для пузырьков, включающее испытание водой под воздухом.
Эксцентриковый масляный клапан: Масляный клапан, в котором вал, несущий запорный диск, слегка смещен и создает эллиптическое движение, покидая уплотнительную поверхность. Этот эффект снижает трение и износ закрывающего диска.
Эластомер: Полимер, который является гибким и упругим при использовании в качестве уплотнения.
От конца до конца: Концы клапана.Одно соединение с другим конечным соединением.
Удлиненная крышка: Используется, когда среда находится при высоких или низких температурах, чтобы избежать повреждения уплотнительных элементов.
Закрыт при отказе: Привод, позволяющий в случае сбоя питания перемещать клапан в полностью закрытое положение.
Fail open: Привод, позволяющий в случае сбоя питания перемещать клапан в полностью открытое положение.
Отказоустойчивый: Приводной механизм, при котором в случае сбоя питания клапан перемещается в заданное положение, которое может быть открытым, закрытым или промежуточным.
Огнестойкость .: Способность клапана противостоять огню и удерживать положение отказа. Такой клапан будет укомплектован приспособлениями для достижения этого статуса.
Пожаробезопасность: Способность клапана сводить к минимуму потери технологического процесса на выходе или в атмосферу после испытания на пожар.
Плоская поверхность: угол fl без выступа или поверхности кольцевой канавки. Эти фланцы обычно используются в трубопроводах более низких классов давления, таких как ASME 125 фунтов или 150 фунтов в чугуне и углеродистой стали.Ответная прокладка будет плоской и продолжаться по окружности с отверстиями для крепления фланцевых болтов.
Плоское уплотнение: Круглый плоский лист с внутренним и внешним диаметром.
Плавающий шар: Шаровой клапан, в котором запорный шар не прикреплен к корпусу клапана.
Плавающее седло: Кольцо седла, которое не прикреплено к корпусу клапана и может перемещаться в соответствии с запорным элементом и улучшать отсечку.
Поплавковый клапан: Клапан, который автоматически открывается или закрывается при изменении уровня жидкости.Клапан приводится в действие механически за счет поплавка, находящегося в верхней части жидкости.
Полнопроходной клапан : любой клапан, у которого запорный элемент имеет такой же внутренний диаметр, как входной и выходной патрубки клапана. Также называется полнопроходным клапаном и имеет меньший перепад давления, чем клапан с уменьшенным проходом.
Полностью закрытый: Положение клапана, когда запорный элемент полностью установлен.
Полностью открытый: Положение клапана, когда запорный элемент полностью открыт, обеспечивая максимальный поток через клапан.
Полный трим: Площадь седла клапана, которая может пропускать максимальный поток для данного размера.
Истирание: Повреждение двух сопрягаемых частей, когда микроскопические части сталкиваются и образуют временное соединение. Когда прилагаются усилия для разделения этих двух поверхностей, может произойти разрыв двух компонентов. Обычно это происходит, когда два материала одинаковы или обладают несколькими очень похожими механическими характеристиками.
Задвижка: Многооборотный клапан с задвижкой и двумя седлами для закрытия клапана.Затвор движется линейно, перпендикулярно направлению потока. Этот тип клапана обычно используется в полностью открытом или полностью закрытом положении; он не подходит для удушения приложений. Задвижки обеспечивают надежное уплотнение и широко используются в нефтехимической промышленности. К этому классу клапанов также относятся ножевые задвижки, трубопроводные задвижки и клиновые задвижки.
Втулка сальника или грундбуксу: Расположенная в верхней части коробки сальника, она действует как барьер, защищает набивку от атмосферы и передает усилие от болтов фланца сальника на набивку.
Фланец сальника: Часть клапана, используемая для сжатия и удержания внутренних компонентов в сальниковой коробке.
Проходной клапан: Многооборотный клапан с запорным элементом, который перемещается перпендикулярно седлу корпуса клапана и обычно уплотняет в плоскости, параллельной направлению потока. Этот тип клапана подходит как для дросселирования, так и для общего регулирования потока.
Высокопроизводительные клапаны: Клапан, специально разработанный для точного дросселирования.
Гидростатическое испытание: Испытание с использованием воды под давлением для обнаружения любых утечек через корпус, уплотняющие соединения или запорный элемент. Обычно это испытательное давление в 1,5 раза превышает расчетное давление при температуре окружающей среды.
Встроенный фланец: Фланцевое соединение, которое изготавливается или отливается к корпусу клапана.
Встроенное седло: Седло, которое на самом деле является обработанной частью корпуса клапана, а не той, которая вставляется в клапан.
Клапан с рубашкой: Клапан разработан с так называемой рубашкой вокруг корпуса клапана. Пар вводится в рубашку для поддержания необходимой температуры жидкости.
Обратный клапан подъема: Обратный клапан, который предотвращает обратный поток за счет наличия свободно плавающего элемента, будь то шар или тарелка. Конструкция включает поршень для демпфирования диска во время работы.
Концевой упор: Устройство в приводе, ограничивающее прямолинейное или вращательное движение привода; можно отрегулировать.
Концевой выключатель: Электромеханический аксессуар, который крепится к приводу, и используется для идентификации положения запорного элемента клапана, в.
Линейный клапан: Клапан со скользящим штоком, который толкает дроссельный элемент вверх и вниз.
Line слеп : трубопровод запорным устройством, в результате чего фл на диске принудительному между двумя фл Анж. Жалюзи дешевле, чем клапаны, но требуют гораздо больше времени для работы.
Корпус выступа: Корпус плавкого вафельного масляного клапана, который требует, чтобы болты проходили через корпус и выступали с обеих сторон клапана.В эти отверстия можно нарезать резьбу, чтобы можно было демонтировать линию без «падения» клапана. Клапаны с выступом с резьбой иногда называют «конечными» клапанами.
Многопортовый: Эти клапаны включают дополнительные впускные / выпускные отверстия, позволяющие направлять жидкости. Типы шаровых и пробковых клапанов идеально подходят для многопортовых конструкций.
Многооборотный: Категория клапанов (например, шиберные, проходные, игольчатые), для которых требуется несколько оборотов штока для перевода клапана из полностью открытого в полностью закрытое положение.